快速查找
主营塑料
产品推荐
- ⊕PPS OL003A 含玻璃纤维,聚四氟乙
- ⊕PBT 420SE0 玻纤30%增强,阻燃级
- ⊕PBT 310SE0 非增强型,PBT阻燃树脂
- ⊕PP HJ730 高流动,高钢性,高耐热
- ⊕PP FB71U6 耐热级,抗UV,阻燃级
- ⊕PA6 73G30L NC010 玻璃纤维30%增
- ⊕PA66 70G43L NC010 玻璃纤维43%增
- ⊕PA66 70G33L NC010 玻璃纤维33%增
- ⊕PA66 70G30L NC010 玻璃纤维30%增
- ⊕PA66 80G33L NC010 玻纤33%增强,
- ⊕PA66 FR50 NC010A 玻纤25%增强,阻
- ⊕POM 900P NC010 低粘度,热稳定,低
- ⊕POM 500P NC010 中高粘,热稳定,低
- ⊕POM 100P NC010 高粘度,韧性好,热
- ⊕PBT SK605 NC010 玻璃纤维30%增强
- ⊕PA66 1300G 玻纤增强级
联系我们
工程塑料注塑,加工,参数,物性
塑料成型问题解决-第二次加工
添加时间:2011-10-30 23:00喷涂
1.针眼 链接(塑胶原料网)
|
不良现象
|
产生原因
|
对策
|
|
针眼
|
1.混入空气:
|
改善涂装环境
|
|
即在喷涂表面出现细小的针孔
|
延长涂装时间
|
|
 |
降低涂料粘度
|
|
|
降低稀释剂的挥发速度
|
||
|
2.基材不致密:溶剂侵蚀底材,在干燥时汽化涂膜表面形成针眼.
|
改用侵蚀性较弱的溶剂
|
|
|
改变涂料与溶剂的调配比率
|
||
|
成形品事先进行回火处理
|
||
|
提高模腔、模具温度.
|
||
|
降低注射压力,提高注射速度.
|
||
|
3.喷涂工艺不当
|
喷涂过厚,降低涂料浓度及喷枪压力
|
|
|
烘烤温度、时间过长,要降低
|
||
|
使用挥发速度较慢的溶剂
|
||
|
喷枪角度不对,注意正确的喷涂手法、走枪速度和枪距
|
2.桔皮现象
|
不良现象
|
产生原因
|
对策
|
 桔皮现象:涂装表面不平滑,像桔子皮般有凹凸不平的现象
|
1.在喷涂过程中,由于溶剂挥发太快,漆膜粘度急剧增加使流平变得困难而产生橘皮
|
降低涂料稀释剂的挥发速率或添加流平剂,以改善涂料的流平性.
|
|
2.环境温度太高,漆膜来不及流平
|
降低涂料黏度;
|
|
|
3.喷涂是出漆量太小或喷涂距离太远,表面沉积涂膜太薄,流平变得困难
|
选择合适的压缩空气压力,选择出漆量和雾化性能良好的喷涂工具,使涂料达到良好的雾化;
|
|
|
4.喷枪雾化不良,漆雾颗粒过大也产生橘皮
|
一次喷涂膜厚增加,改善漆膜流动性;
|
|
|
5.喷涂距离太近,压缩空气的冲击力使涂膜产生橘皮
|
改善喷枪距离
|
|
|
6.涂料黏度过大时,涂料雾化性和湿膜流平性都较差
|
降低喷涂环境温度和风速,降低涂料黏度;
|
|
|
7.环境湿度偏高或闪干时间不足就进入烘烤间
|
降低被涂物表面的温度;
|
|
|
8.底材粗糙易造成短波橘皮
|
严格按供应商的施工规范进行对稀,并采用带恒温装置的喷涂设备.
|
3.附着力差
|
不良现象
|
产生原因
|
对策
|
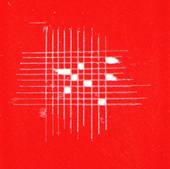 附着力差:涂膜附着力或层间结合力很差,造成局部甚至是全部涂膜剥落的一种缺陷.下图是做百格试验后的.
|
1.底材预处理不当,表面残留油污、水或脱膜剂
|
彻底处理底材表面
|
|
2.底材表面太光滑
|
对于光滑的喷涂表面,喷涂前需进行适当的打磨处理
|
|
|
3.底涂层放置太久,重涂间隔周期太长或涂层烘烤过度,影响自身附着力和层间结合力
|
合理选择配套的底面漆,一般要求底层漆膜和面漆漆膜的硬度、伸缩性接近
|
|
|
4.旧涂膜表面未打磨直接在涂漆
|
改进涂料的户外耐候性、耐温变性等性能
|
|
|
5.底、面涂料不配套,造成层间结合力差
|
加强涂装控制,按标准施工工艺施工,控制适当的膜厚,减少漆膜弊病,减少重涂次数.
|
|
|
塑料表面的预涂底漆品种选用不当
|
选择与基材和面漆结合力都强的底漆
|
4.龟裂(pc/abs)
|
不良现象
|
产生原因
|
对策
|
|
龟裂:
|
1涂料中的溶剂侵蚀到树脂底料中残留翘曲较大的部位,引起化学龟裂 2原料耐溶剂性不好
|
改用侵蚀性较弱的溶剂
|
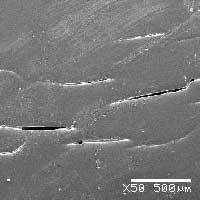 在喷涂表面出现裂缝
|
改变涂料与溶剂的调配比率
|
|
|
进行回火处理(60~70℃、20~60分钟)
|
||
|
提高模腔、模具温度.
|
||
|
改善原料耐溶剂性,降低注射压力(保压),提高模具温度.
|
电镀
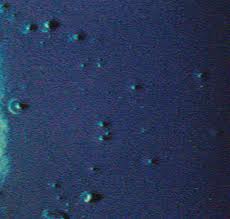
1.露塑
|
不良现象
|
产生原因
|
对策
|
 露塑:电镀制件部分地方没有镀层的现象.
|
1.制品表面油污未清除干净,导致有油污的表面镀层沉积困难
|
应彻底清除表面油污
|
|
2.粗化不良
|
应适当调整粗化工艺条件及溶液配比.在不过蚀的前提下,应保持足够的粗化时间.
|
|
|
3.敏化液中二价锡离子已氧化成四价锡而失效或半失效,敏化液相当浑浊
|
换用新液
|
|
|
4.采用硝酸银活化液时,活化液中银离子浓度太低,催化作用减弱,铜或镍离子就很难还原出来
|
及时调整活化液中银离子的浓度
|
|
|
5.装载量太多,镀件相互重叠,导致表面重叠处没有镀层
|
经常翻动制品
|
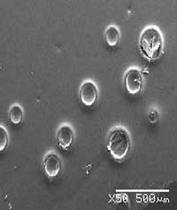
2.麻点
|
不良现象
|
产生原因
|
对策
|
 麻点:电镀过程中镀层表面形成的小坑或小孔.放大镜下可观察到许多微小的凹坑
|
1.由于模具精度、材料、成型工艺及操作等造成毛坯件表面凹凸不平
|
稍轻的缺陷孔,可机械抛磨后进行电镀
|
|
2.镀液成分含量改变,如酸铜中CuSO4过低,氯离子过高,光亮剂失调(S类光亮剂),表面活性剂过少
|
优化镀液性能,补充各离子浓度
|
|
|
3.酸铜镀液被各种杂质污染,如镍、磷、一价铜、灰尘、有机物等杂质
|
过滤镀液
|
|
|
4.挂具杂质及槽外杂质引入镀液
|
切断污染物源,保持各物件的洁净
|
|
|
5.水质不洁、清洗不良,清洗水质中含有悬浮物、细绒、灰尘等
|
换用洁净水源
|
|
|
6.粗化、浸蚀过度,造成粗糙麻点
|
控制合理的粗化时间,不易太长
|
|
|
7.复杂大件孔眼多,不易在碱性除油后清洗干净,容易造成麻点
|
充分清洗部件各个空穴处,避免死角
|
|
|
8.疏散粗糙的化学镀层造成电镀层脏污和粗糙麻点
|
控制化学镀条件,使镀层均匀沉积.
|