快速查找
主营塑料
产品推荐
- ⊕PPS OL003A 含玻璃纤维,聚四氟乙
- ⊕PBT 420SE0 玻纤30%增强,阻燃级
- ⊕PBT 310SE0 非增强型,PBT阻燃树脂
- ⊕PP HJ730 高流动,高钢性,高耐热
- ⊕PP FB71U6 耐热级,抗UV,阻燃级
- ⊕PA6 73G30L NC010 玻璃纤维30%增
- ⊕PA66 70G43L NC010 玻璃纤维43%增
- ⊕PA66 70G33L NC010 玻璃纤维33%增
- ⊕PA66 70G30L NC010 玻璃纤维30%增
- ⊕PA66 80G33L NC010 玻纤33%增强,
- ⊕PA66 FR50 NC010A 玻纤25%增强,阻
- ⊕POM 900P NC010 低粘度,热稳定,低
- ⊕POM 500P NC010 中高粘,热稳定,低
- ⊕POM 100P NC010 高粘度,韧性好,热
- ⊕PBT SK605 NC010 玻璃纤维30%增强
- ⊕PA66 1300G 玻纤增强级
联系我们
工程塑料的铆接方法
添加时间:2011-12-16 08:45 塑料部件的组装方法分为机械结合、焊接以及粘接等.一般来说,同种树脂间的接合建议用焊接法,而异种材料间的组合有时则采用机械结合法.
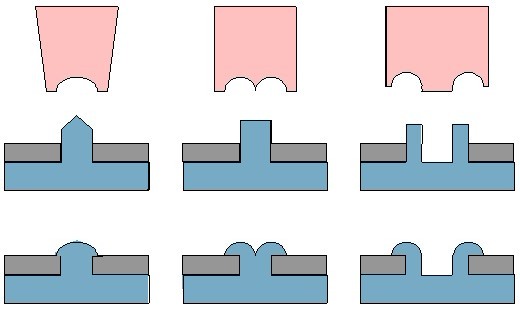
机械结合法包括嵌入和嵌出成型、压入、自攻螺丝、弹性配合、铆接等方法.这里特别介绍的是铆接.铆接方法多用在组装塑料和金属的成型品、或不同材质的塑料成型品.例如,将带有下图所示形状的铆接轮毂部分的树脂嵌入金属或其他树脂中,接着用夹具(喷嘴)使轮毂部分产生变形来使其接合.
这是一种可将异种材料比较简便地接合在一起的方法,但铆接部分的缺陷经常会导致故障,因此最好避免将其用于功能部件等.
1.超声波铆接
是一种用超声波振动来击碎树脂的顶部(轮毂部分),然后与金属或其他树脂接合的方法.
①特点
•铆接速度较快.
•可用市售的超声波焊接机来接合.
②注意事项
•超声波振动有时会损坏内部部件.
•金属板表面有时会出现伤口.
•较难用于没有拉伸性的材料如玻璃填充、高填料填充之类的塑料材料.
2.热铆接
是一种在气筒等的加压部分的前端,用带有可温控热板的装置加热加压以使树脂材料制成的轮毂熔融固化,从而与金属或其他树脂接合的方法.
①特点
•对铆接部分的损伤很小.
•由于铆接轮毂部分不会出现缺陷,因此强度趋于提高.
•轮毂部分有级差也可以.
•铆接时间较长.
②注意事项
•需要对因温度而产生拉丝的喷嘴表面进行电镀处理等以形成镜面.(需要温度管理)
•轮毂与金属板间有时会产生间隙或松动.
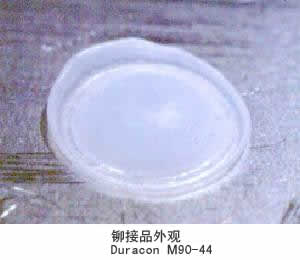
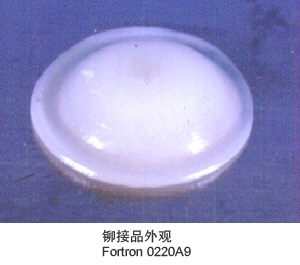
•特别是Duranex、Fortron等、由于树脂会粘着在喷嘴上,因此建议使用脉冲焊接的方法
3.冷铆接
是一种在气筒等的加压部分的前端安装铆接用喷嘴,然后用压力使树脂性轮毂顶部产生塑性变形,再与金属或其他工程塑料树脂接合的方法.
①特点
•是一种最简单的方法.
•铆接速度快.
•不适用于玻璃填充、高填料填充等强化等级.
•轮毂与金属板间有时会产生间隙或松动.
②注意事项
•由于塑性变形,铆接轮毂部分容易产生缺陷,因此各转角部分应取R.
•轮毂与接合体间的间隙偏大时,从流下的树脂处开始会出现缺口,因此强度降低.
•应尽量缩小间隙.
二.基于脉冲焊接的热铆接方法
脉冲焊接:喷嘴处带有瞬间冷却气管的热铆接装置
①特点
•强度与以前的方法相同
•没有拉丝,外观漂亮
•周期短(以前方法的1/2)
•设备费低
•可使用很低的加压力,对产品的损坏很小
•可以点焊,效率提高
脉冲焊接的过程
1.用电热短时间直接加热前端部分
2.熔化并焊接铆接轮毂部分
3.焊接后用空气快速冷却