快速查找
主营塑料
产品推荐
- ⊕PPS OL003A 含玻璃纤维,聚四氟乙
- ⊕PBT 420SE0 玻纤30%增强,阻燃级
- ⊕PBT 310SE0 非增强型,PBT阻燃树脂
- ⊕PP HJ730 高流动,高钢性,高耐热
- ⊕PP FB71U6 耐热级,抗UV,阻燃级
- ⊕PA6 73G30L NC010 玻璃纤维30%增
- ⊕PA66 70G43L NC010 玻璃纤维43%增
- ⊕PA66 70G33L NC010 玻璃纤维33%增
- ⊕PA66 70G30L NC010 玻璃纤维30%增
- ⊕PA66 80G33L NC010 玻纤33%增强,
- ⊕PA66 FR50 NC010A 玻纤25%增强,阻
- ⊕POM 900P NC010 低粘度,热稳定,低
- ⊕POM 500P NC010 中高粘,热稳定,低
- ⊕POM 100P NC010 高粘度,韧性好,热
- ⊕PBT SK605 NC010 玻璃纤维30%增强
- ⊕PA66 1300G 玻纤增强级
联系我们
塑料注塑机的清机方法讨论
添加时间:2011-12-18 20:59一.什么是清机?
所谓清机(purge)就是“驱逐”、“清除”之意,是指注塑成型中取代料筒内树脂的作业.在一般的注塑成型机中,只要不进行拆卸清扫之类的作业,就不能完全排除料筒内部的树脂.所以,改变材料时清机作业非常重要.
具体的清机作业按以下程序进行:
1.尽可能通过计量→注塑,从料筒前端排出前次树脂A.
2.投入后次树脂B,反复进行同样的计量→注塑操作.
随着树脂B的计量→注塑,将料筒内残留的树脂A一起排出.
通过反复操作,渐渐将树脂A从料筒中排出.
二.有些部位容易残留前次树脂
但是,事实上如果只用后次树脂进行单纯的清机作业,是很难完全排出前次树脂的.因为成型机的料筒结构不是单一的,特别是在下图所示部位容易残留前次树脂.可以说,清机作业是通过机械力(螺杆的转动和前后移动),将这些部位的树脂进行有效的排出.
那么,怎样才能有效地进行清机呢?
首先,从成型条件开始介绍.
1.设定较快的注塑速度
‧‧‧特别是对于喷嘴前端等处树脂的清机有效.
2.设定较高的背压和螺杆转数
‧‧‧对于螺杆上粘附塑料树脂的清机有效.
3.设定较少的计量和较多的注塑次数
‧‧‧这是因为开始注射的瞬间有加速度作用,对于粘附树脂的剥离效果强.与增加计量相比,增加次数对于清机更加有效.
关于温度设定,请参照下项.
四.这样设定温度!
虽然在同系树脂的置换时没有问题,但在不同系树脂的清机时需要考虑各自的熔点.为了便于说明,我们假设前次树脂为A、其熔点为a℃,后次树脂为B、其熔点为b℃.
1.当a℃<b℃时
在可使用树脂B的温度范围内,设定较低的温度进行清机作业.由于温度较低,树脂B的粘度较高,从而清机效果良好.但是需要确认该温度下树脂A是否不分解.如果树脂A发生分解,则须使用清机料.否则,有可能料筒内产生大量BS,或粘付坚硬的炭化物而无法取出.
由于两者的可成型温度范围没有差异,所以不必介意温度即可进行清机.
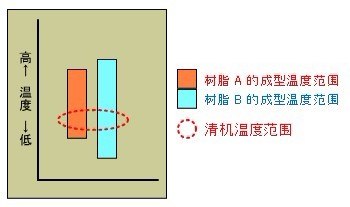
如果树脂A与树脂B的可成型温度范围相重合,则在该温度下进行清机.但是树脂A粘度高、树脂B粘度低,清机效率不好.一般认为,此时最好使用清机料,这样还可降低成本.如果树脂A与树脂B的可成型温度范围不相重合,则几乎无法进行清机料,必须在两者之间使用清机材料.
五.前次树脂非常难以排出时
有些树脂用单纯的清机方法难以排出.
此时,请尝试使用以下方法:
‧在喷嘴顶出的状态下,设定高背压(5Mpa以上)使螺杆转动.
‧不仅使用大注塑量,而且使用大抽塑量.使螺杆剧烈进行前后运动.
‧计量位置经常变化而不固定.
‧如果使用填充玻璃纤维的清机料,由于玻璃纤维的切削作用,有希望获得剥落粘附树脂的效果.
六.置换实例
最后,介绍一下关于本公司树脂清机方法的实际用例,务请参照.
1.从pps(Fortron1140A1)树脂切换到pom(夺钢M90S)树脂时
‧Fortron1140A1成型温度范围:300~320℃
‧夺钢M90S成型温度范围:190~210℃�@←两者完全不重合
此时,两者中间必须使用清机料.假设Fortron成型完毕后,即使降低温度用夺钢进行清机,由于料筒内的Fortron已经固化也无法清除出来.这些Fortron有可能作为异物时常混入成型品中,或成为计量不良的因素
正确的清机程序
‧首先,尽可能排出料筒内的Fortron-料筒温度为310℃.
‧然后,用填充玻璃纤维的聚碳酸酯作为清机料进行清机-料筒温度为310℃.
由于玻璃纤维的切削作用,Fortron1140A1被排出机外.
‧然后用聚乙烯作为清机料进行清机聚碳酸酯.
‧再将料筒温度降低到200℃
‧用夺钢M90S置换聚乙烯-料筒温度为200℃.
2.从pom(夺钢M90S)树脂切换到lcp(VectraC130)树脂时
‧夺钢M90S的成型温度范围:190~210℃
‧VectraC130的成型温度范围:320~350℃ ←两者完全不重合
此时,两者中间也必须使用清机料.假设在夺钢没有被完全清除的情况下即升高到Vectra的温度,夺钢就会分解,从而产生BS、气味、银纹、发泡等问题.
正确的置换程序
‧首先,尽可能排出料筒内的夺钢-料筒温度为200℃.
‧然后,用聚乙烯作为清机料进行清机-料筒温度为200℃.
‧再将料筒温度升高到320℃.
‧用VectraA130置换聚乙烯-料筒温度为320℃