快速查找
主营塑料
产品推荐
- ⊕PPS OL003A 含玻璃纤维,聚四氟乙
- ⊕PBT 420SE0 玻纤30%增强,阻燃级
- ⊕PBT 310SE0 非增强型,PBT阻燃树脂
- ⊕PP HJ730 高流动,高钢性,高耐热
- ⊕PP FB71U6 耐热级,抗UV,阻燃级
- ⊕PA6 73G30L NC010 玻璃纤维30%增
- ⊕PA66 70G43L NC010 玻璃纤维43%增
- ⊕PA66 70G33L NC010 玻璃纤维33%增
- ⊕PA66 70G30L NC010 玻璃纤维30%增
- ⊕PA66 80G33L NC010 玻纤33%增强,
- ⊕PA66 FR50 NC010A 玻纤25%增强,阻
- ⊕POM 900P NC010 低粘度,热稳定,低
- ⊕POM 500P NC010 中高粘,热稳定,低
- ⊕POM 100P NC010 高粘度,韧性好,热
- ⊕PBT SK605 NC010 玻璃纤维30%增强
- ⊕PA66 1300G 玻纤增强级
联系我们
iupilon/novarex(PC)塑料-注塑资料篇
添加时间:2011-11-11 13:311.1 注射部分 3.1 产品设计
1.2 锁模单元 3.2 模具设计
1.3 多段程序控制
1.4 不良现象、发生原因及对策 4.成形收缩和尺寸精度
2.成形操作 5.CAE
2.1 材料预备干燥・干燥机 6.热流道成型
2.2 成形条件 7.iupilon 的再生
2.3 其他注意事項 8.iupilon 退火处理
2.4 产品管理 8.1 退火处理
2.5 材料切换・操作中断・解体清扫等 8.2 热风/远红外线并用退火的效果
1 射出成形机
1. 注射机
注射机主要有预备可塑化柱塞式、预备可塑化螺杆式、管内塑化螺杆式注塑机.如图1.1-1 所示的管内塑化螺杆式注塑机为当今的主流形式.
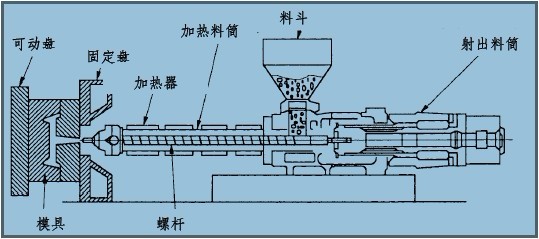
图1.1-1 管内塑化螺杆式注射装置的原理
注塑机主要由注射部分与锁模部分组成,以下就各部分的特点进行阐述.
1.1 注射部分
a 注射容量
如图1.1-2 所示,通过一次注射重量与成开型机容量的关系图(图1.1-2)来选择合适的注射容量,所以必须选择满足的斜线部分容量的注塑机,此图是根据过去的注射的实际成绩来制作的.
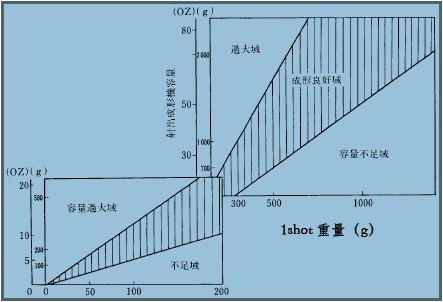
图1.1-2 根据注射容量选择注射成型机
如果选择偏小的容量的注射机,那么基本上要用满全部的容量,使塑化时间加长,注塑时间也加长.也就是说,因为成型周期的延长,充填或充填速度缓慢,导致填充不足.
另一方面,如果选择容量大的注塑机,树脂在管道中停留时间过长,导致树脂分解,此图的容量范围比较广,如果是颜料等添加剂含量较多的材料,比较容易热分解的情况下,一次注射量为注射容量的70-80%为宜.
b 科筒
Iupilon 的成型时,采用一般的材质即可(例如:氮化钢).但是如果是玻纤增强(Iupilon G S 等)或者是光学级(IupilonH-4000)的注射,必须考虑以下问题:
如果是玻纤增强PC 的话,为了防止料筒的磨耗,最好采用双金属(离心铸造,内侧为别种金属所覆盖的的双层管道).比如:广为人知的H 合金(日立金属),N 合金(日本制钢所).K 合金(神户制钢所).
图1.1-3 所示为H 合金料筒,含玻璃纤维30%PC 的注塑磨耗数据,送料区以及与防止倒流圈连接的计量区附近的磨耗得到了比较明显的改善.1)
另外,如果是透明产品的话,由于热分解而产生的焦痕,黑点面带来问题,用用H 合金的双金属料筒对于抑制焦痕与黑点的良好的效果.
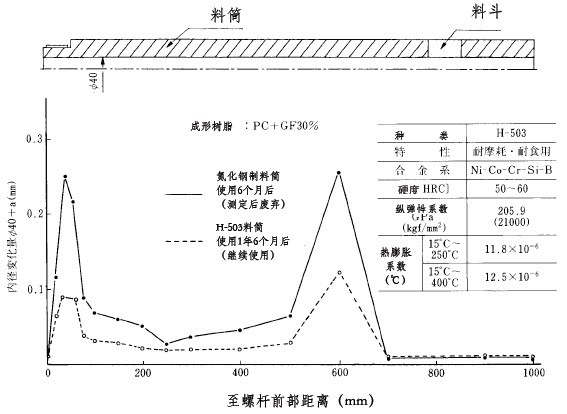
至螺杆前部距离(mm)
1•1-3 图 使用GF30%强化PC 时料筒材质与磨耗数据
1)日立金属(H 合金)产品目录
c 螺杆
通常采用3 段式单螺杆.
螺杆的设计是在平滑运送物料、熔融可塑化、脱气与压缩、准确计量为前提而进行的.
进料段:此段的目的是为了搬送及烙融物料,为了增大塑化料,此段的长度设计的比较长.
压缩段:此段的功能将在供料区中吸入的空气与水分返回到进料口进行脱气并且充分烙融树脂.PC 为高粘度材料,不适合使用突变型螺杆,推荐使用外径逐渐加大的渐变型.
计量段:为了控制计量的偏差,计量段的长度大约为4D.5D 以上,稍微设计的长一些.
如图1.1-4 所示为PC 的螺杆的设计.2)
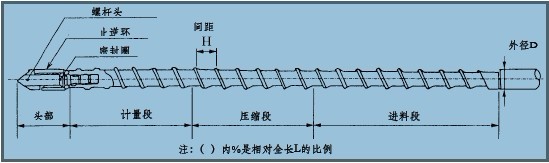
螺杆的基本形状
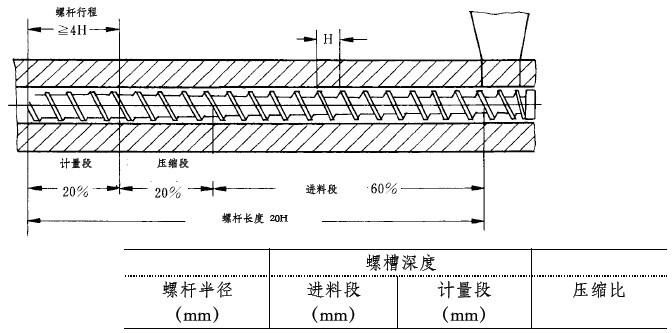
螺距
H=1.0D 螺杆半径<80mm H=0.9D 螺杆半径>80mm 图11-4 PC 用螺杆设计
本图L/D 为20,送料区(F)/压制区/计量区的比为60/20/20.螺丝和螺径基本相等,螺杆的压缩比C.R为2.0:1-2.51.
在螺杆的表面镀一层厚膜的硬质Cr 比较好.如果使用的玻纤的,会产生磨耗问题,建议长期准备备用螺杆,再电镀后,定期更换,氮气化处理过的螺杆硬度高,难磨耗,但是因为PC 的成型时,易产生焦痕,对于不宜有焦痕的透明的有色产品(除了黑色以处),显然价格贵了一些,使用表面TiC、Ni+Cr 处理过的螺杆为宜.
d 止逆环、挡圈
注射时、计量过的树脂通过螺杆的槽倒流,不能有效的保持注射压力.作为对策,在喷嘴上安装倒流防止圈.
构造如图1.1-5 所示,从构造上可以看出,树脂容易发生滞留.所以在设计的时候,沿着流路,尽量不要设计有角,保证有足够的半径,避免出现死角.
另外\像PC 等高粘度材料的扭矩较大,因需要重复旋转、承受负荷,如是小口径的螺丝的话,容易疲劳破坏,建议使用较大口径的螺丝
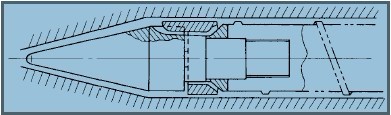
爪型止逆环
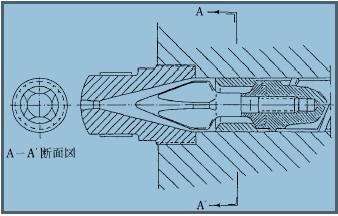
图1 1-5 止逆式针点阀的设计
本构造尽量不要残留树脂.尽量避免使用针阀式喷嘴、鱼雷式针嘴,尽可能使用开放式喷嘴.但是使用开放式喷嘴,容易造成流涎,拉比,可以采用稍微长一些的喷嘴.
因为PC 是高温成型,需要使用可以加热到370 度的加热器,通常采用腰带式加热器.
在喷嘴和料筒头,清扫分解物时,流涎的树脂会少量附着在加热器上,会造成加热器断线.如果不注意,继续成型的话,容易发生焦痕,务必注意.
1.2 锁模单元
Iupilon 的成型,采取直压式、肘式、电动式的任何一种均可.但是,就开模力来说,肘式在开模式开始的时候,开模力比较弱,对于难脱模的深型产品来说,来模时需要必须的开模力,所以采取直压比较好.
Iupilon 成型时,模具内压的平均值为350-500kg/㎡,锁模力F 的公式如下所示.
F(吨)=(0.35-0.5)*S S:投影面积
按照以上公式所做的图如1.2-1 所示.如果成型品的配置偏离于模具中心时,不适用于以上公式.
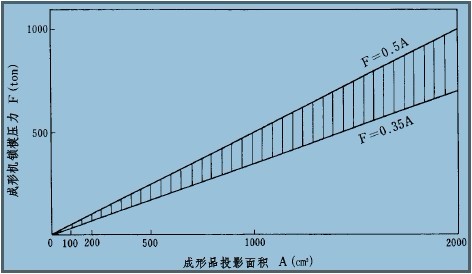
图1•2-1 根据锁模力选择成型机
1.3 多段程序控制
通过采用多段程序控制注射机的油压、螺杆位置、螺杆旋转数可以改善外观不良、反翘、多刺、尺寸偏差等.
关于PC 的多段的程序控制效果如表1.3-1.控制系统如图1.3-1 所示.
表1.3-1 多段控制的效果(PC)
|
成型条件
|
效果
|
|
注射速度
|
防止浇口处的喷射印记、尖角处的流线印痕、防止型芯的倒斜、防止毛刺
|
|
二次压
|
减轻成型内诮力、防止凹陷
|
|
螺杆的回转数
|
计量的安定性
|
|
背压
|
计量的安定性
|
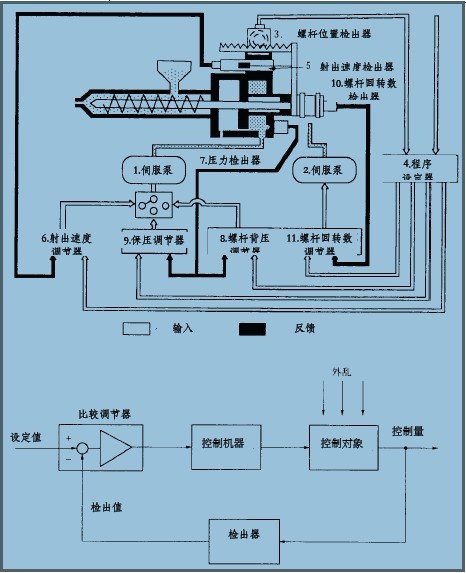
图1•3-1 多段程序控制概要图
因为外观不良是流体前沿速度的变化而引起的,通过控制注射速度可以解决.表 1.3-2 总结了流速和不良现象的关系.流速过快或过慢,都会引起问题,必须在合适的领域中设定注射速度.
表1.3-2 流速与不良现象
|
树脂流速过慢而引起的不良
|
树脂流速过快而引起的不良
|
|
流线印痕
|
喷射印痕
|
|
模具复制性不良
|
气泡
|
|
熔接痕
|
焦痕
|
|
填充不满
|
排气不良造成凹陷
|
图1.3-2 为了避免种种不良现象的区域,作为对策采用多段程序来控制注射速度.从下图可以看到,为了得到良品,一般成型的场合下时的注射速度的设定范围很狭窄.
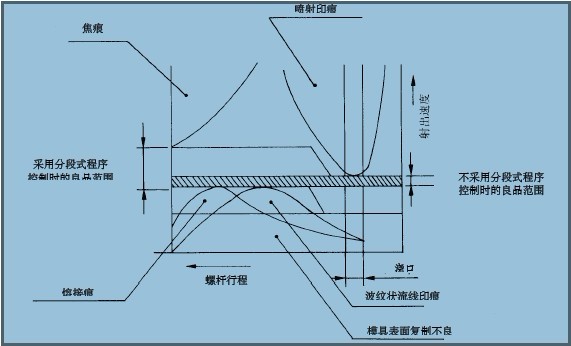
图1.3-2 射出速度的不良领域
保压的控制
反翘、毛刺等不良现名胜和保压条件均有一定的关系,可以通过控制保压来消除不良,表1.-3 中总结了保压与反翘、毛刺等不良的关系.为了避免不良的出现,可根剧图1.3-3 来选择合适的保压.氧指数